


Project Background
Large warehouse located in Indiana, open floor construction with stacked storage racks. 450,000 sq. of fire sprinkler system coverage area with 12 individual wet pipe risers serving the building. Average zone volume 1,800 gallons. 6” mains with 2” branch lines following the roof pitch to the center of the building; 4” floating main at far end of branch lines. Building age approximately 14 years.
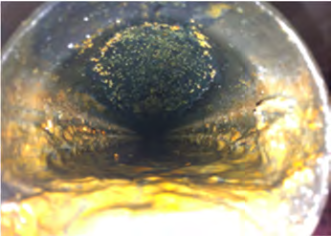
Corrosion related leak history:
- Leaks occurring in branch lines at apex of building in four of the twelve zones
- Material damage risk due to fire sprinkler water leak
- $90,000 in emergency repair expenses during year prior to assessment
Fire sprinkler piping materials:
- Schedule 10 black steel mains, rolled groove fings
- Schedule 7 Dyna‐Flow black steel branch lines, rolled groove fings.
Water Supply:
- Municipal Water Supply


