
History and Background
Specifics on subject building
- Aerospace manufacturer in California – mission critical high value contents
- 1,000,000 sq. feet of fire sprinkler system coverage area
- 60 foot high bay manufacturing areas combined with office space
- 25 wet pipe risers serving the building – average zone volume 1,500 gallons
- Risers nipples with sprinklers protecting roof and drops with sprinklers protecting suspended ceiling
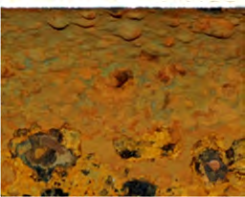
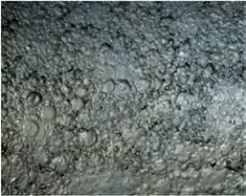
Corrosion related leak history
- Long history of fire sprinkler leak repair and pipe replacement – complete replacement of some zones
- During 2010 the project building averaged one corrosion related leak every three weeks which required repair
- High risk due to fire sprinkler water leak damage
Water supply – municipal drinking water feeding a 200,000 gallon fire water storage tank
Fire sprinkler system design configuration
- Fire water loop serving large campus of buildings with fire pump and jockey pump
- External wet pipe risers using a “tree” type fire sprinkler design configuration Fire sprinkler piping materials
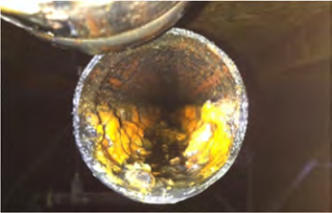
- Threaded schedule 40 black steel piping
- Repair and replacements of piping over 40 year period
- Old and new pipe patchwork throughout the facility
Fire sprinkler piping materials
- Threaded schedule 40 black steel piping
- Repair and replacements of piping over 40 year
period - Old and new pipe patchwork throughout the
facility
